






Spośród kilku produktów Zakładu Drzewnego IZOTONIA z Lipowca k. Tereszpola (woj. lubelskie) tej jesieni najchętniej kupowanym jest… brykiet RUF, wytwarzany z poprodukcyjnych pozostałości, powstających przy wyrobie sosnowych stelaży do łóżek, listew środkowych i bocznych łóżek oraz innych elementów na zamówienie.
– Nigdy nie było takiego popytu ani takiej ceny – przyznaje Jacek Psiuk, kierujący produkcją w rodzinnej firmie zatrudniającej obecnie około 70 pracowników. – Trudniejszą sytuację na rynku meblowym już odczuwamy. W stosunku do marca czy maja widoczny jest spadek zamówień na elementy meblowe, choć jesień zwykle była najlepszym okresem dla meblarstwa. Natomiast brykiet produkujemy od 7 lat, ale dopiero teraz nie możemy nadążyć z zaspokojeniem potrzeb. I wreszcie jego cena pokrywa koszty i pozwala trochę pieniędzy odłożyć na inwestycje. Dotychczas cena brykietów drzewnych nie była satysfakcjonująca dla nas, jako producenta. Problem w tym, że brykiet jest dla nas produktem ubocznym, którego nie będziemy mogli więcej wytwarzać, jeśli zmaleją zamówienia na stelaże.
Trudno o drugą taką solidną firmę
Innowacyjny park maszynowy przekłada się na duże możliwości wytwórcze firmy, przerabiającej rocznie ok. 15-20 tys. m3 drewna sosnowego, w pewnej części sprowadzanego spoza kraju.
– Z powodu… niższej ceny i możliwości zakupu, ponieważ nie ma możliwości pokrycia potrzeb z jednostek LP, a i jego cena na e-drewno jest „kosmiczna” – stwierdza Jacek Psiuk. – Zmniejszający się popyt wymaga szczególnej rozwagi w zakupach, zważywszy szczególnie na rosnące ceny energii elektrycznej. Mamy instalację fotowoltaiczną, ale pokrywa ona tylko 5-7 proc. naszych potrzeb. Natomiast nie ma możliwości jej oszczędzania, gdyż pracować muszą cztery komory suszarniane o pojemności po 100 m3, a w tartaku pilarki mają silniki o dużej mocy. Musimy cały surowiec pociąć, a potem wysuszyć. I tak już nie produkujemy drewnianych palet do składowania brykietów, tylko je kupujemy, bo wypada to trochę taniej.
Praktycznie cała tarcica pozyskana z przerobu własnego oraz dokupowana przerabiana jest na dwóch optymalizerkach firmy Metal-Technika z Przedbórza.
Najpierw kupiono obrabiarkę OWD–1600 z popychaczem, a 1,5 roku później optymalizerkę przelotową Falcon-3000.
– Wcześniej mieliśmy optymalizerkę przelotową włoskiego producenta, ale potrzebowaliśmy maszyny bardziej wydajnej, a że byliśmy zadowoleni z optymalizerki OWD-1600, więc w firmie Metal-Technika ją zamówiliśmy – mówi rozmówca. – To był jeden z pierwszych egzemplarzy tego modelu, więc początkowo ujawniały się jakieś drobne niedoskonałości, które sami usuwaliśmy, bo nawet nie było sensu wzywania ekipy serwisowej, a jedynie możliwość konsultowania rozwiązań. Dzieliliśmy się natomiast doświadczeniami z producentem, który – jak słyszeliśmy – wykorzystywał je w montażu następnych egzemplarzy. W każdym razie Metal-Technika szybko reagowała i wprowadzała zmiany. Po tym względem trudno o drugą taką solidną firmę, co owocuje coraz to nowszymi usprawnieniami w oferowanych maszynach.
Skanowanie wad w przelocie

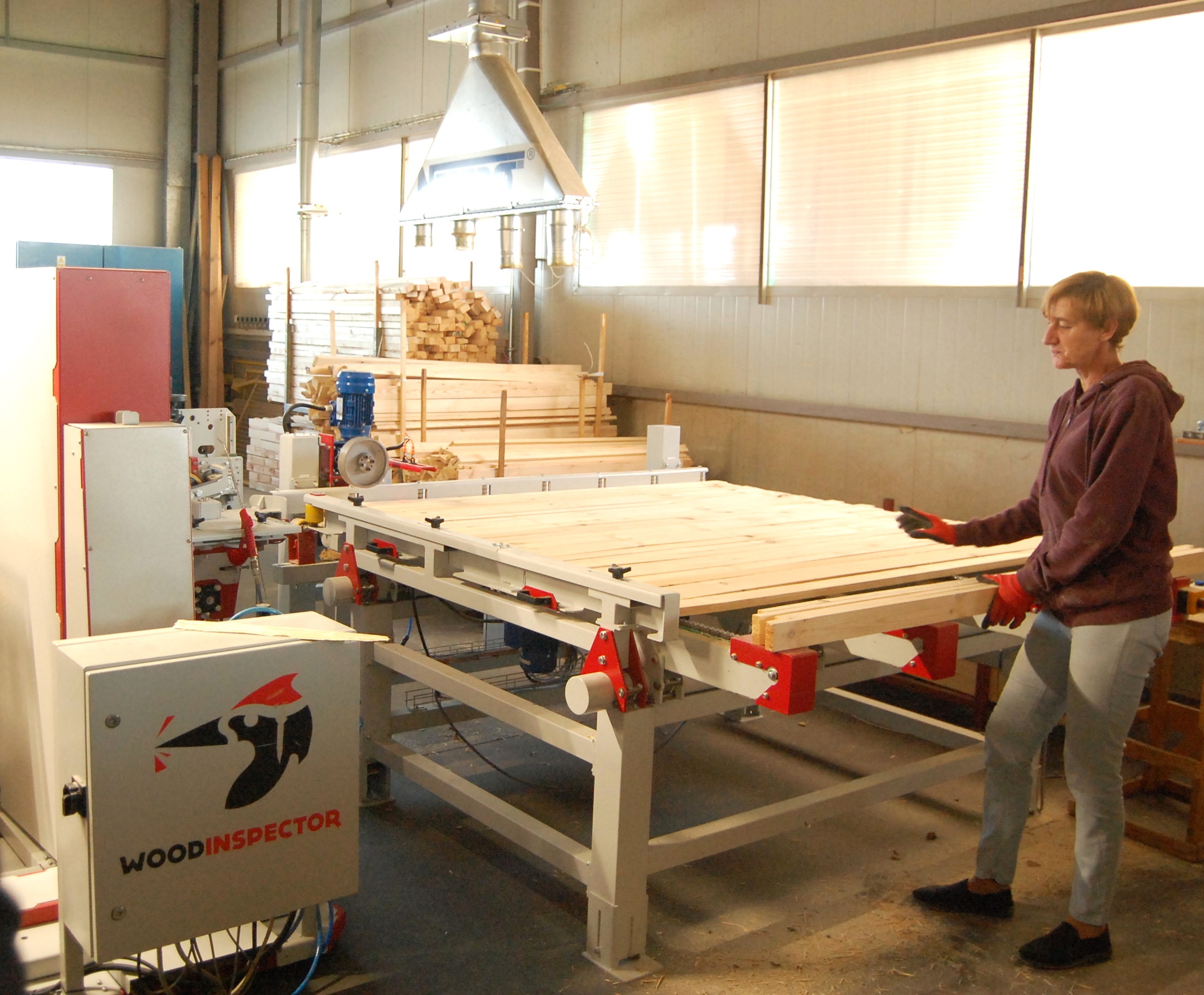
Optymalizerka przelotowa do tego stopnia zaczęła się sprawdzać, że wkrótce zdecydowano się skojarzyć ją z systemem skanowania niestruganej tarcicy sosnowej lubelskiej firmy Woodinspector. W Lipowcu zainstalowano najnowszą wówczas wersję produktu Q-SCAN 604. Było to drugie przedsiębiorstwo, w którym skaner zainstalowano w linii optymalizacji materiału niestruganego. Specyfika wdrożenia wymagała skupienia się na precyzyjnym wyznaczaniu sęków zdrowych, tzw. skrzydlaków. Ponadto opracowano metodę odpowiadającą za odróżnianie obszarów niedostruganych z sękami chorymi. Wszak Izotonia produkuje elementy z drewna sosnowego, które nie jest wstępnie strugane przed wejściem do skanera.
– Skaner firmy Woodinspector został wdrożony u nas w celu optymalizacji sosnowych listew niestruganych – mówi Jacek Psiuk. – Analizuje on powierzchnię główną materiału podawanego z traka ramowego. Specyfika tego wdrożenia polega na precyzyjnym pomiarze wielkości sęków, aby przewidzieć możliwość złamania elementu.
Dlatego specjaliści Woodinspector zastosowali specjalny algorytm, który dla każdej opcji wystąpienia sęka na czterech stronach posiada odrębną konfigurację procentową. Wprowadzono również korekcję w wykrywaniu sęków chorych i algorytm dynamicznie korygujący dopuszczalny przekrój.
– Była obawa, że system nie będzie dostrzegał wszystkich wad drewna, ale już podczas testów potwierdziło się, że nie ma jakichkolwiek problemów z rozpoznawaniem wad – mówi gospodarz. – Obecnie przez skaner przechodzi cały surowiec optymalizowany przez Falcon-3000. Dzięki temu mogliśmy ograniczyć zatrudnienie przy tej operacji o 2-3 pracowników kreskujących surowiec. Obsługa jest teraz jednoosobowa. Pracownik tylko podaje drewno do obróbki. Natomiast wydajność eliminowania wad jest dużo większa i praca ciągła, rytmiczna, czego nie udawało się uzyskać przed wdrożeniem systemu skanowania.
Ważnym aspektem były również sęki, które potencjalnie mogą z czasem wypaść, głównie sęki krawędziowe. Dlatego nawet małe wady są wycinane przez skaner, jeżeli są przy krawędzi i nie są zrośnięte. Skuteczność działania okazała się bardzo wysoka z uwagi na zastosowanie elementów sztucznych sieci neuronowych do wykrywania sęków.
Brykiety z rozdrobnionych kawałków z wadami
Do skanera zostały zaadaptowane podajniki Q-Feed 60, również wyprodukowane przez firmę Woodinspector.
– Jesteśmy bardzo zadowoleni ze współpracy tej optymalizerki Metal-Techniki z systemem – podkreśla rozmówca.
– Średnio podczas zmiany przerabiamy od 8 000 do 10 000 m.b. listew. Nie do wszystkich wyrobów elementy muszą być pozbawiane wad. Praktycznie nie eliminuje się wad drewna w wyrobach do programu ogrodowego, ale do produkcji stelaży do łóżek czy stelaży mebli tapicerowanych – prawie zawsze. Ładne listwy już na etapie strugania są odkładane do dalszego wykorzystania, a gorsze trafiają do optymalizerki. Około 70 proc. elementów przechodzi przez optymalizerkę.
Odcięte kawałki z wadami trafiają do rębaka i potem wykorzystywane są do produkcji brykietów drzewnych. Wilgotność materiału waha się między 8 a 10 proc., więc jest to najwyższej jakości surowiec na brykiety.



Precyzyjne cięcie
Optymalizerka przelotowa pracuje w zakładzie w Lipowcu przez dwie zmiany, natomiast OWD-1600 wykorzystywana jest okresowo, głównie do produkcji elementów docinanych bardzo precyzyjnie, nawet do 1 mm.
– Elementy docinane na tej obrabiarce są tak dokładne, że nie podlegają dalszej obróbce w fabrykach mebli – wyjaśnia rozmówca. – Elementy o grubościach od 15 do 40 mm i szerokie na 55-100 mm, o długości nawet do 2 m, niekiedy są jeszcze wiercone, więc praktycznie trafiają w zakładach meblarskich do działu montażu. Mamy bowiem automat, który wierci otwory w listwach elementów stelażowych. To pozwala nam też realizować zamówienia na stelaże, będące półproduktem do drewnianych łóżek. Nie planujemy natomiast poszerzenia produkcji o całe łóżka, gdyż wyspecjalizowaliśmy się w stelażach i jesteśmy zadowoleni z opinii odbiorców. Krajowych, jak i zagranicznych, ponieważ wykonujemy elementy dla firm meblarskich na Litwie, Łotwie, w Czechach, na Słowacji i w krajach Beneluksu. To duża zasługa optymalizerek. Do OWD–1600 nie mamy jakichkolwiek zastrzeżeń. Jest to maszyna dopracowana i solidnie wykonana. Natomiast Falcon-3000 ma bardziej skomplikowaną budowę, a więc więcej zespołów i czujników, które okresowo wymagają wymiany. Tym bardziej że maszyna pracuje każdego dnia przez dwie zmiany. Drobne niedoskonałości są więc w pełni zrozumiałe, a maszyna jako taka jest godna polecenia.
Po magazynie kolejna hala?
Pomimo wielu lat działalności, nie ma końca inwestycji. Przed laty zainstalowano linię sortowania firmy Prinz, która wciąż się sprawdza. Trochę ją przerobiono, żeby obniżyć koszty utrzymania, ale sama piła i proces sortowania nie budzą zastrzeżeń.
Nową inwestycją jest obszerny magazyn gotowych produktów, a teraz trwają przygotowania do postawienia następnej hali produkcyjnej. Po poszerzeniu asortyment produkcji o piaskownice dla dzieci czy modne warzywniaki zrobiło się ciasno w obecnych pomieszczeniach.
– Podobnie jak inni w branży drzewnej, analizujemy sytuację surowcowo-energetyczną pod kątem opłacalności dalszej rozbudowy – podsumowuje Jacek Psiuk. – Wszak drożeją też maszyny, rosną koszty pracy, już o cenach drewna nie wspominając. Z drugiej strony zapowiedzi firm meblarskich nie są zbyt optymistyczne. W każdym razie nie chcielibyśmy dobrego surowca przeznaczać wyłącznie na brykiet, co obecnie byłoby… najrozsądniejsze ekonomicznie.
Za bramą zakładu mijam się z kolejnym samochodem, ciągnącym przyczepkę zapełnioną brykietem.
– Pierwszy raz zdecydowaliśmy się na zakup brykietu drzewnego – mówi rozmówca. – Wzięliśmy na początek kilka balotów, ale pewnie to nie ostatni zakup, więc będziemy dopytywać o możliwość kolejnego zakupu.
Będzie taka możliwość, jeśli branża meblarska będzie zamawiała stelaże i elementy do mebli.
~tekst i fot. Janusz Bekas
















