





Oklejanie obrzeżem płyt z niewidoczną spoiną klejową można uzyskać tylko wtedy, gdy frezy fugujące idealnie obrobią krawędzie elementu. Ale właśnie w tym miejscu takie narzędzie tępi się, a ostrzy tnących nie można przesunąć. Firmy Schüller Küchen i Leitz znalazły na to rozwiązanie.
Niemiecka firma Schüller produkuje zarówno meble kuchenne, jak i fronty, dlatego szczególną wagę przykłada do jakości krawędzi. Klienci również zwracają ogromną uwagę na połączenia między powierzchnią a obrzeżem, bo widoczną spoinę odbierają negatywnie. Kiedy prawie dziesięć lat temu pojawił się temat technologii z niewidoczną spoiną, Schüller wyposażył wszystkie maszyny we frezy fugujące.
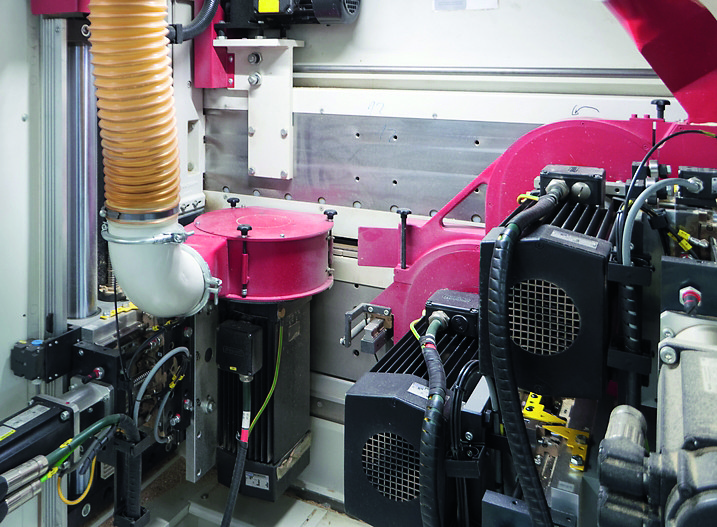
Od lewej pierwszy frez fugujący o obrotach przeciwbieżnych do posuwu, dalej dolny i górny rozdrabniacz…
Fot. Leitz
…drugi i trzeci frez fugujący o obrotach współbieżnych do posuwu dla frontów 16mm i 19mm.
Fot. Leitz

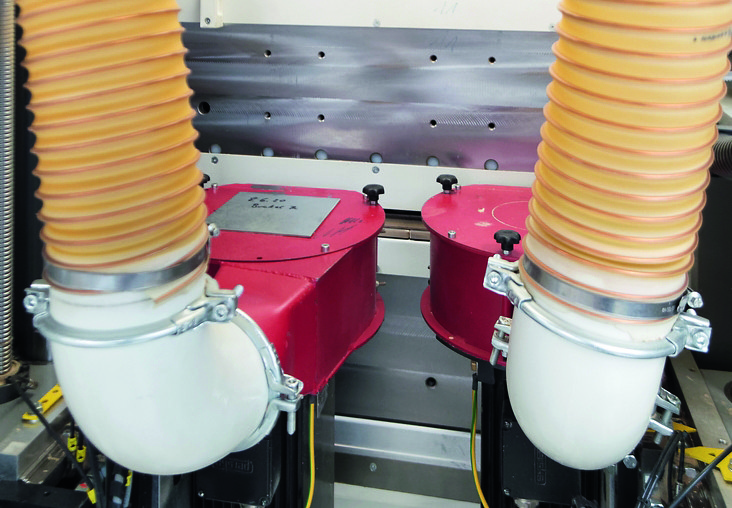
Przed regulacją frezów zdejmuje się osłonę odciągu wiórów.
Fot. Leitz

Frez fugujący jest odsłonięty i można go wygodnie regulować od góry za pomocą klucza imbusowego.
Fot. Leitz
Rozdrabniacze usuwają większą część materiału i odciążają frezy fugujące.
Fot. Leitz
Jakość połączenia obrzeża z płytą jest określana przez frez fugujący. Przebieg frezów ma decydujący wpływ na wydajność linii. Zakład pracuje w systemie trzyzmianowym, używa kleju PUR, a prędkość posuwu wynosi 28 m/min. Linia wyposażona jest we frez wstępny, zacinający 5 cm wymiaru końcowego płyty. Aby ochronić narożnik materiału, obroty frezu biegną w kierunku przeciwnym do posuwu. Następnie rozdrabniacze pracujące współbieżnie od góry i od dołu usuwają większą część nadmiaru na obróbkę. Za ostateczny wymiar i jakość odpowiadają frezy fugujące, pracujące współbieżnie do posuwu: osobne dla frontów 16 i 19 mm. Narzędzia obrabiające wąskie płaszczyzny płyt stępiają się w pierwszej kolejności na krawędzi płyty. Spowodowane jest to obróbką twardych powłok płyt meblowych.

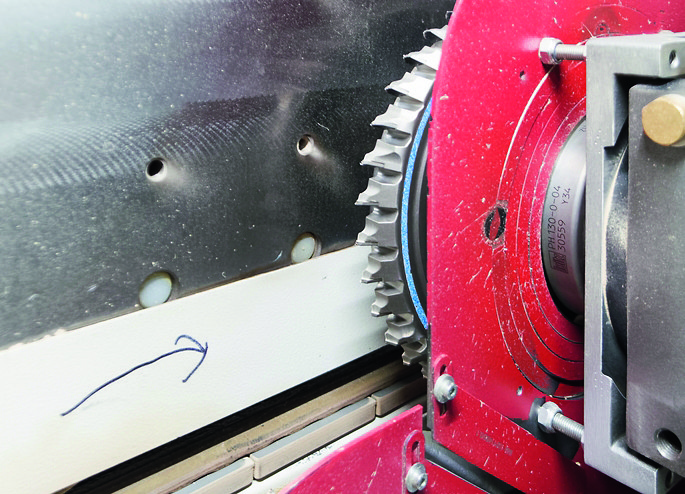
Wewnątrz narzędzia znajduje się tuleja hydro. Jedna śruba działa na narzędzie na zewnątrz, a druga do wewnątrz wrzeciona.
Fot. Leitz
Używając konwencjonalnych frezów fugujących, wymaganej jakości nie można było pogodzić z oczekiwaniami wydajnościowymi. W związku z tym firma Leitz opracowała frez do połączeń o regulowanej szerokości. Umożliwia to uzyskanie wielokrotnego przebiegu narzędzia, bez konieczności jego wymiany i ponownego ustawiania wrzeciona.
Andreas Kutscheriawi, który zwraca szczególną uwagę na krawędzie płyt, znalazł na to rozwiązanie. Zdjął osłonę odciągu wiórów z pierwszego frezu fugującego. Gdy pogarsza się jakość obróbki krawędzi, wystarczy przestawić frezy i można pracować dalej z idealną jakością, bez konieczności wymiany narzędzia.

Dwie śruby służą do poluzowania i zaciskania frezów. Trzecia śruba reguluje szerokość narzędzia. Linia zerowa pozostaje w połowie wysokości narzędzia. Fot. Leitz
W górnej części narzędzia, w strefie bezpyłowej znajdują się trzy śruby na klucz sześciokątny. Dwie wewnętrzne śruby odpowiadają za mocowanie i luzowanie tulei hydro, a trzecia – za przesuwanie obu połówek frezu. Linia zerowa pozostaje na wysokości środka narzędzia, tak aby nie było konieczności ponownego ustawiania wrzeciona.
Operator maszyny zwolnił śrubę mocującą tuleję hydro, obrócił trzecią śrubę o jeden obrót w lewo (1 mm), dokręcił śrubę mocującą i ponownie zamontował osłonę odciągu wiórów. Po przestawieniu frezów ostre ostrza obrabiają krawędzie elementów z doskonałą precyzją. Frezy można przestawić sześciokrotnie, co daje możliwość siedmiokrotnego użycia narzędzia, zanim trafi do serwisu.
Wcześniejsze rozwiązania powodowały częste i czasochłonne wymiany narzędzi.

Firma Schüller wyposażyła wszystkie linie maszynowe we frezy fugujące z regulacją szerokości.
Fot. Leitz
Schüller nie tylko wyposażył maszyny w nowe frezy do fug, ale zadbał również o pakiet serwisowy. Serwis Leitz czyści i ostrzy narzędzia oraz konserwuje tuleje hydro. Frez, jak nowy, wraca do miejsca pracy na czas. Jest on ponownie mierzony i bez czasochłonnych prac regulacyjnych natychmiast gotowy do użycia. Z numerem seryjnym i chipem RFID jest on przygotowany do automatycznego transferu danych.
~Artykuł promocyjny
















