





Centra obróbcze SIGMA firmy FANUM pozwalają szybko, precyzyjnie i bezpiecznie obrobić prawie wszystko w meblarstwie i branży drzewnej.
Stały postęp techniczny, różnorodność konstrukcji i wyposażenia maszyn marki FANUM, zapewnia producentowi zdobywanie nowych rynków. Maszyny serii konstrukcyjnej Sigma pracują już w dziesiątkach zakładów w Polsce i za granicą. Poza odbiorcami z szeroko pojętej branży drzewnej, maszyny te trafiają również do zakładów przetwórstwa tworzyw sztucznych, gdzie mają coraz szersze zastosowanie i przyczyniają się w znaczącym stopniu do optymalizacji produkcji.
Co wyróżnia centra Sigma?
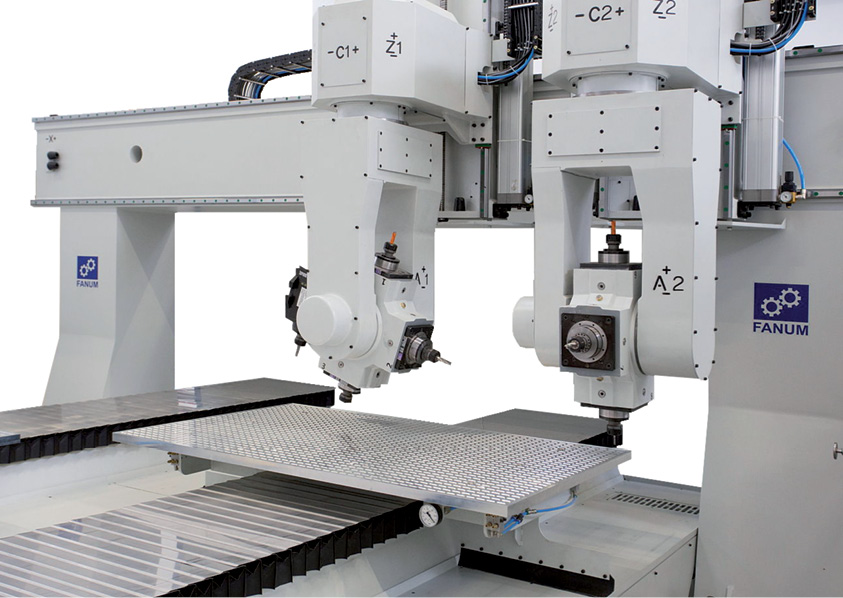
Pięcioosiowe centra obróbcze z konstrukcyjnej serii Sigma to maszyny uniwersalne o konstrukcji bramowej do obróbki drewna i płyt drewnopochodnych w przemyśle meblarskim i drzewnym na elementy drzwi, okien, mebli i konstrukcji ogrodowych. Rewolwerowe głowice wyposażone są w kilka elektrowrzecion, gdzie w każdej chwili jest dostępnych kilka narzędzi, co eliminuje konieczność ich czasochłonnej wymiany. Dzięki temu czas trwania cyklu obróbki każdego elementu jest znacznie skrócony w porównaniu do maszyn wyposażonych tylko w jedno wrzeciono.
Centra obróbcze typu Sigma mogą być dodatkowo wyposażone w wielowrzecionowe głowice wiertarskie, które są montowane na obrotowym jarzmie podstawowego zespołu roboczego, jakim jest głowica rewolwerowa.
Głowica wiertarska posiada kilka wrzecion pionowych i poziomych, przeznaczonych do prac pomocniczych, co jest bardzo pomocne podczas obróbki elementów, w których jest potrzeba wiercenia serii otworów w standardowym rozstawie 32 mm lub otworów o różnej średnicy. W związku z tym, że jarzmo głowicy obraca się wokół osi pionowej, jest możliwość wykonywania np. serii kilku otworów, ustawionych wzdłuż jednej linii, która może być zorientowana w dowolnym kierunku, w płaszczyźnie poziomej. Jest to cecha, której nie mają konkurencyjne, podstawowe maszyny meblarskie.

Praca głowicy wiertarskiej jest programowana za pomocą nowo opracowanego programu, umożliwiającego automatyczne programowanie ścieżki roboczej.
Nowości w konstrukcji stołów
Przy użyciu maszyny pięcioosiowej można obrobić prawie wszystko, pod warunkiem, że jest możliwość skutecznego zamocowania danego przedmiotu do obróbki. Dlatego wraz z nowymi zamówieniami, i wynikającymi z nich wyzwaniami, powstają odpowiednie do sytuacji, nowe konstrukcje stołów maszynowych i systemów mocowania podczas obróbki elementów.
Podstawową konstrukcją, stosowaną w maszynach bramowych Fanum, są stoły belkowe. Rozwiązanie to stwarza możliwość szybkiego i elastycznego dostosowania maszyny do wielu różnych zadań produkcyjnych. Zarówno do obróbki elementów typu listwowego – nogi do krzeseł i stołów, jak i płytowych – przy zastosowaniu dodatkowych przyrządów obróbkowych lub nakładanych stołów próżniowych. Kilka lat temu powstała w firmie konstrukcja z ruchomą belką, poruszaną programowo, za pomocą serwomotoru. Stworzyło to możliwość, przy zastosowaniu odpowiedniego typu głowicy roboczej, wykonywania obróbki jednoczesnej dwóch, symetrycznych przedmiotów.

Automatyczny system ustawiania belek
Niedawno, na życzenie jednej z krajowych fabryk mebli, która zamówiła dwa egzemplarze maszyny Sigma, zostały one wyposażone w automatyczny system ustawiania pozycji belek na każdym ze stołów. Pozycja każdej belki jest programowana podczas przygotowywania obróbki. Pozycja docelowa jest osiągana automatycznie przy pomocy, indywidualnego dla każdej z belek, napędu serwo. W ten sposób uzyskuje się pewność, że przy każdej zmianie ustawienia maszyny stoły zostaną ustawione do kolejnego zadania w sposób szybki i bezbłędny.
Do bezpośredniego mocowania przedmiotów obróbki służą zaciski pneumatyczne standardowe lub z funkcją obrotu o 90° i chowania się poniżej płaszczyzny belek. Na belkach mogą być umieszczane również przyssawki do elementów płytowych.
W takich przypadkach maszyny są wyposażone w odpowiednią instalację próżniową, umożliwiającą przyłączenie, odrębnej dla każdego stołu, pompy próżniowej. Do mocowania mogą być użyte również zaciski mechaniczne, które są montowane z wykorzystaniem rowków teowych lub otworów gwintowanych. W standardowych belkach aluminiowych są zawsze umieszczane stalowe wkładki gwintowane.
Bezdyskusyjne bezpieczeństwo pracy
Każda z maszyn Fanum jest wyposażona w komplet podzespołów i elementów zgodnych z wymaganiami bezpieczeństwa, które obowiązują w Unii Europejskiej. Jest to dzisiaj bezdyskusyjną oczywistością. Ale Fanum proponuje bardziej zaawansowane i komfortowe wyposażenie. Jako wyposażenie opcjonalne, zamiast minimalnego ogrodzenia standardowego, jest dostępna pełna obudowa ze zintegrowanym dachem włącznie.
Obudowa jest wykonywana z płyt warstwowych, które zapewniają znaczące ograniczenie emisji pyłu do otoczenia maszyny oraz obniżają znacznie hałas powstający w czasie obróbki.

Nawet kilkanaście osi interpolowanych
Wysokowydajne, meblarskie centra obróbcze FANUM Sigma L przeznaczone są do bardzo wymagającej produkcji seryjnej. Jest to seria ramowych maszyn wielogłowicowych, przeznaczonych do produkcji seryjnej i wielkoseryjnej różnego typu elementów do mebli z płyt. Maszyny te pracują w systemie trzech lub czterech osi interpolowanych. W rzeczywistości jednak, w zależności od ich konstrukcji, narzuconej przez specyfikę danego rodzaju produkcji, czyli konstrukcję elementów oraz oczekiwaną wielkość produkcji, maszyny te mogą mieć nawet kilkanaście osi interpolowanych.
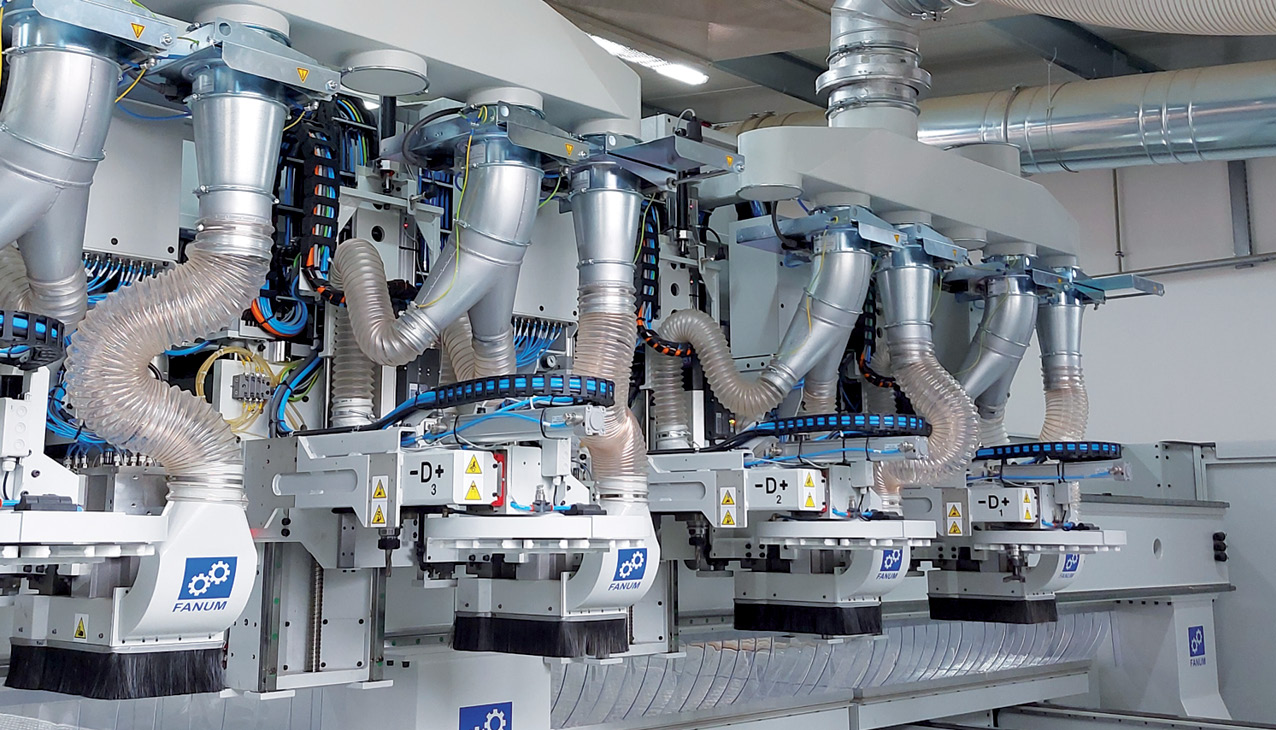
Zasadniczą cechą konstrukcji maszyn Sigma L jest szeroka brama, nawet do 12 m, oparta na trzech kolumnach oraz poruszające się pod nią dwa lub cztery niezależne stoły. Maszyny są budowane z jednym lub kilkoma zespołami roboczymi, które z kolei mogą zawierać nawet osiem elektrowrzecion, przeznaczonych do wykonywania tego samego programu na takich samych elementach, ułożonych obok siebie.
W skład największych konstrukcji Sigmy L wchodzą dwa podwójne lub nawet potrójne zespoły robocze. Oznacza to, że każdy z nich ma odpowiednią liczbę takich samych elektrowrzecion, głowic itp. komponentów. Dzięki temu każdy zespół może obsługiwać swoje pole pracy, na swojej połowie maszyny. Dla zapewnienia bezpiecznej obsługi podczas pracy naprzemiennej w dwóch sektorach maszyny, powierzchnia przeznaczona dla operatora, do załadunku i rozładunku elementów obrabianych, jest rozdzielona centralną przegrodą. W takiej sytuacji mogą być wykonywane dwa, zupełnie inne programy robocze – każdy w swojej (prawej i lewej) strefie maszyny.

Jeśli pozwalają na to wymiary danej maszyny, w przypadku elementów o niewielkich rozmiarach, oba zespoły mogą pracować w tej samej strefie, wykonując ten sam program jednocześnie, co jeszcze bardziej zwiększa produktywność maszyny.
Wyposażenie zespołów roboczych
Konfiguracja zespołów roboczych w maszynach serii Sigma L jest bardzo zróżnicowana. Zestaw urządzeń w takim zespole jest zawsze dobierany wspólnie z klientem, aby uzyskać optymalną konstrukcję do danego zastosowania.
Podstawowym elementem jest prawie zawsze elektrowrzeciono główne, z którym współpracuje indywidualny magazynek do automatycznej wymiany narzędzi. Kolejnym, najczęściej obecnym elementem, jest wielowrzecionowa głowica wiertarska, która obok kilku poziomych i pionowych wierteł, może też posiadać piłę rowkującą.
Na specjalne zamówienie, w Sigmach L mogą być również montowane elektrowrzeciona poziome, których zadaniem jest np. jednoczesne wykonywanie wielu rowków w tym samym cyklu.
Oprócz podstawowego, stałego wyposażenia, zespoły robocze mogą być wyposażone w dodatkową, interpolowaną obrotową oś pionową.
Stanowi ją adapter zamontowany na głównym elektrowrzecionie, który służy do użycia wymiennych agregatów o różnej konstrukcji i funkcjonalności. W praktyce są stosowane m.in. agregaty „pływające”, służące np. do wykonywania rowków o zawsze tej samej, precyzyjnie ustawionej, głębokości lub do frezowania profilowanej krawędzi frontów meblowych.
Maszyny Sigma L, oprócz typowej obróbki płyt wiórowych i MDF, mogą oczywiście służyć do produkcji elementów z drewna litego, w tym typu listwowego. Do mocowania elementów obrabianych, gdy zachodzi taka potrzeba, oprócz podciśnienia – ze względu na małą powierzchnię poziomą, mogą być również użyte zaciski mechaniczne dźwigniowe lub pneumatyczne.
Oprócz typowych dla maszyn CNC operacji frezowania, w Sigmie L mogą być również użyte agregaty szlifujące, co znacznie usprawnia proces szlifowania krzywoliniowych powierzchni bocznych w takich elementach, jak nogi do krzeseł, przedmiotów z drewna litego i nie tylko.
Załadunek automatyczny i ręczny
Wymiana przedmiotów obróbki może być wykonywana klasycznie – tzn. ręcznie, przez operatora lub automatycznie – w sposób zrobotyzowany. Maszynę może obsługiwać jedna osoba, naprzemiennie – w obu strefach maszyny. Bezpieczeństwo pracy jest zapewnione poprzez ogrodzenie zewnętrzne, zamontowane od stron bocznych i na stronie tylnej maszyny. Pole obsługi, od strony czołowej, na czas obróbki i ruchu stołów do pozycji spoczynkowej, jest zabezpieczone poprzez aktywowanie bariery świetlnej.
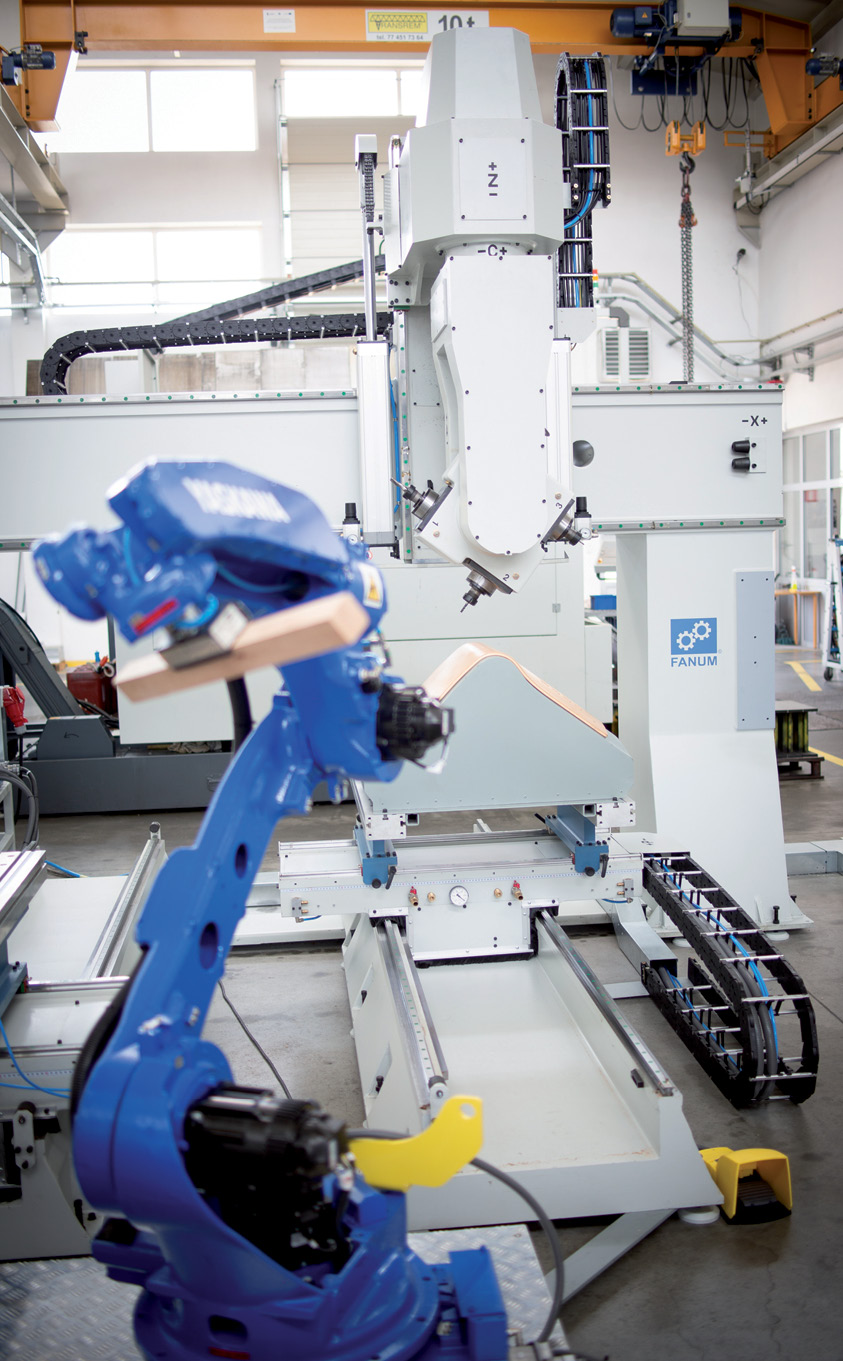
Przygotowane do automatyzacji
W wielu przypadkach produkcji przemysłowej, w obecnej sytuacji gospodarczej, występuje coraz częstsza potrzeba zautomatyzowania co najmniej niektórych prac pomocniczych w procesach produkcyjnych. Maszyny serii Sigma L, ze względu na swoje zastosowanie, znakomicie się do tego celu nadają. Jeśli wymaga tego zakres zadań produkcyjnych i pozwalają wymiary przedmiotów obrabianych, załadunek i rozładunek maszyny może być wykonywany za pomocą manipulatorów przemysłowych typu wieloosiowy robot. Maszyny Sigma L są wtedy przystosowywane indywidualnie do użycia danego systemu i integrowane z robotem załadowczym. Rozwiązanie to jest coraz częściej stosowane w praktyce, zwłaszcza w zakładach funkcjonujących w systemie pracy wielozmianowej.
~Tadeusz Oczkowski
















