






Oprócz jakości wykonania, precyzji pracy oraz małych kosztów eksploatacji, za wyborem maszyn Biesse stała ich niska awaryjność, szczególnie ceniona w Lupus Fabryka Mebli, z uwagi na trzyzmianowy charakter produkcji.
Park maszynowy elbląskiej fabryki firmy Lupus na przestrzeni minionych lat mocno się rozwinął. Ten producent mebli i frontów, o 30-letniej historii, zainwestował w szereg nowoczesnych obrabiarek, dzięki czemu rozpoczął produkcję mebli paczkowanych dla największych sieci DIY w Polsce, a od niedawna rozwija także e-handel i swoją usługę „Kuchnie w 24 h”, co pozwala mu dostarczać meble bezpośrednio do klientów końcowych.

– W 2018 roku rozpoczęliśmy kompleksowy remont hal produkcyjnych, połączony z modernizacją parku maszynowego – wyjaśnia Mateusz Macijewicz, prezes Lupus Fabryka Mebli. – Zakupiliśmy m.in. linię do oklejania dwustronnego, automaty załadowczo-rozładowcze, linię do oklejania z agregatem na gorące powietrze, robot nanoszący klej, trzy pilarki z automatycznym załadunkiem, prasę membranową, robot paletyzujący oraz uruchomiliśmy Instalację Termicznego Przekształcania odpadów z filtrem elektrostatycznym. Poza tym zwiększyliśmy moce na frezowanie frontów MDF. Więc minione 5 lat to intensywne tempo inwestycji.
Gros tych maszyn stanowią obrabiarki włoskiej firmy Biesse, której wyłącznym przedstawicielem w Polsce jest Teknika.
– Pracujemy na trzy zmiany, więc od urządzeń składających się na nasz park maszynowy oczekujemy niezawodności i tego, aby były, mówiąc kolokwialnie, nie do zajechania – komentuje Karol Makowski, kierownik utrzymania ruchu w elbląskiej fabryce Lupus. – I właśnie za to najbardziej cenię maszyny Biesse, które oprócz jakości wykonania, precyzji pracy oraz małych kosztów eksploatacji charakteryzuje niska awaryjność.
Uniwersalne CNC w przystępnej cenie
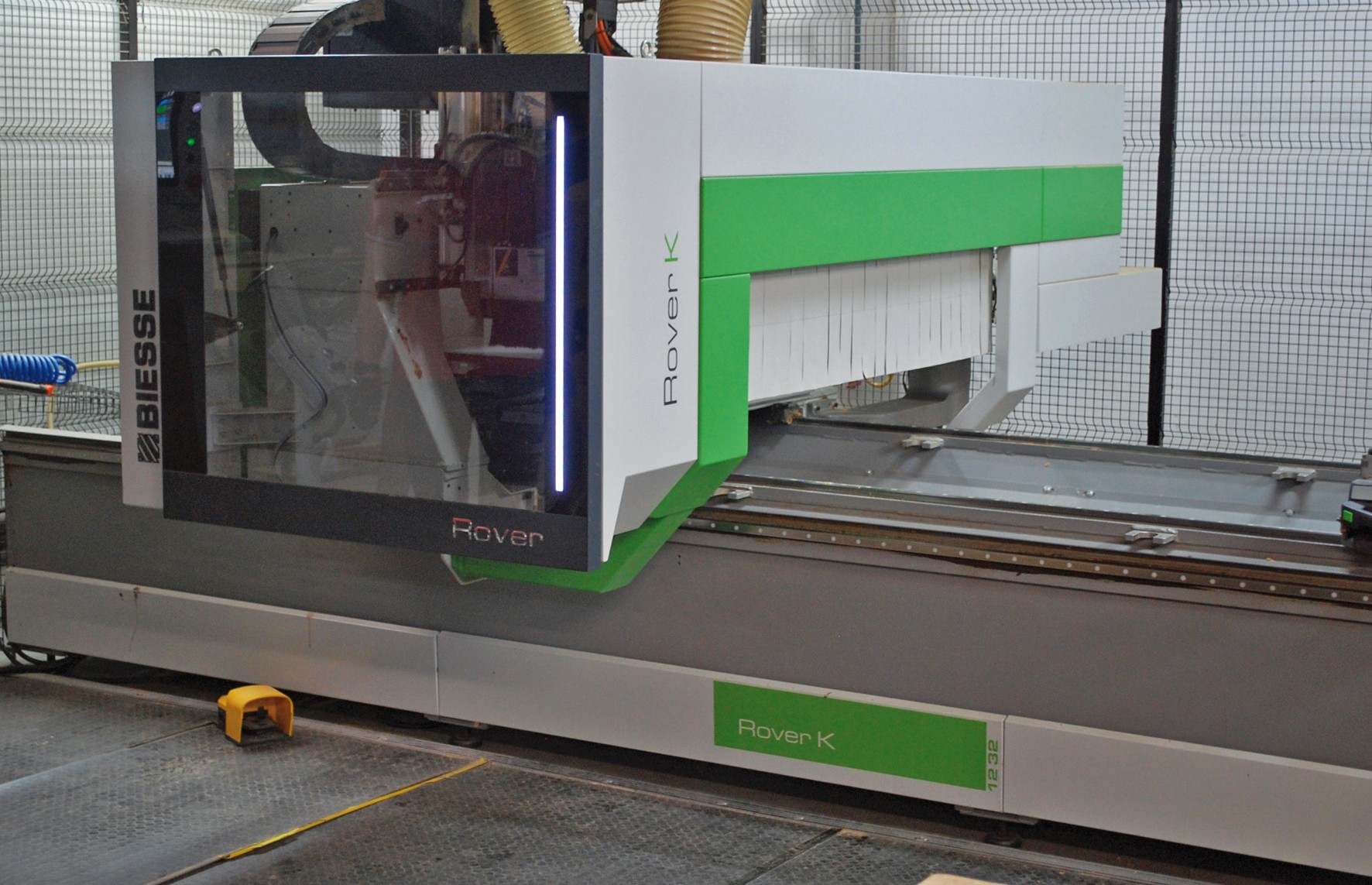
Jedną z ostatnio dostarczonych maszyn do Lupusa przez Teknikę jest centrum obróbcze Biesse Rover K model 1232. Służy ono do codziennej pracy, takiej jak frezowanie i wiercenie, przy obróbce elementów płytowych.
– Jest to centrum obróbcze sterowane numerycznie dla rzemieślników oraz małych i średnich firm poszukujących prostych rozwiązań w przystępnej cenie – mówi Marcin Nowacki, doradca klienta w firmie Teknika. – Dzięki wysokiej jakości komponentom i pryzmatycznym prowadnicom liniowym, powierzchnie robocze tej maszyny można konfigurować z różnymi jednostkami roboczymi.
Biesse Rover K 1232 to trzyosiowe centrum o konstrukcji bramowej. Zakres pracy w osi X wynosi 3260 mm, Y – 1260 mm, a Z – 165 mm. Długość stołu roboczego to 1200 mm. Podwójny napęd w osi X obsługuje wysokie prędkości i przyspieszenia, zapewniając jednocześnie świetną jakość wykończenia oraz precyzję. Elektrowrzeciono o mocy 13,2 kW opuszczane jest pneumatycznie na prowadnicach pryzmatycznych z recyrkulacją kulek.
Głowica wiertarska składa się z 14 wrzecion (17 gniazd narzędziowych, w tym na piłkę nutującą). Kompozycja głowicy to: 10 wrzecion pionowych niezależnych – rozstaw osi 32 mm, z których 5 jest ustawionych w kierunku X i 5 w kierunku Y; 3 wrzeciona poziome niezależne z podwójnym wyjściem o rozstawie osi 32 mm, z których 2 są ustawione w kierunku X i 1 w kierunku Y oraz piłka tarczowa do wykonywania rowków w kierunku X o średnicy 120 mm (maks. długość cięcia 25 mm).
Sterowanie odbywa się za pomocą modułu bSolid. Jest to pakiet oprogramowania CAD/CAM, pozwalający na projektowanie wyrobu finalnego i definiowanie jego operacji obróbczych, ustawień stołu roboczego, częściową symulację obróbki na modelu 3D maszyny oraz na generowanie niezbędnych programów.
Perfekcja przy wierceniu
Innym centrum obróbczym Biesse, pracującym w Lupus Fabryka Mebli w Elblągu, jest Skipper 100. Jest to wiertarka CNC, złożona z dwóch zespołów operacyjnych, górnego i dolnego, wyposażona w 78 niezależnych wrzecion (39 górny i 39 dolny zespół).
– Wiertarka ta to petarda, jeśli chodzi o skuteczność pracy i jakość wykonywanych wierceń – zaznacza Karol Makowski. – Pracuje u nas już wiele lat i praktycznie się nie psuje, a jest eksploatowana bardzo intensywnie. To na pewno mercedes w tego typu klasie maszyn na rynku.

Skipper 100 może wykonywać jednocześnie obróbkę górną i dolną, do dwóch płyt na cykl. Jest przystosowane do obróbki elementów o długości od 90 do 3000 mm, szerokości: 70-1000 mm oraz grubości od 8 do 60 mm. Maszyna posiada 2 elektrowrzeciona o mocy 3,5 kW oraz 2 piłki wzdłuż osi X o mocy 1,7 kW. Załadunek elementów odbywa się po lewej stronie maszyny – na stole z poduszką powietrzną, a transfer z pasami do rozładunku znajduje się po prawej stronie centrum.
Sterowanie odbywa się przez oprogramowanie BIESSEWORKS do zarządzania maszyną i przygotowywania programów roboczych.
Dwustronna i dokładna okleiniarka
Teknika do firmy Lupus dostarczyła także okleiniarki Biesse. Najbardziej zaawansowaną jest dwustronna okleiniarka STREAM BD2/8.5.
– Pracuje ona najmniej na dwie zmiany i gwarantuje oczekiwaną wydajność – wymienia zalety maszyny kierownik utrzymania ruchu w Lupus Fabryka Mebli. – Ma możliwość formatowania elementów i kątów, co zapewnia nam doskonałą dokładność procesu.
STREAM BD2/8.5 przystosowana jest do obróbki płyt o grubości od 10 do 60 mm, szerokości od 240 do 1200 mm oraz długości od 240 do 2700 mm. Służy do okleinowania obrzeżami w rolkach: z żywicy melaminowej, ABS, PVC, PP oraz okleiny naturalnej.
Pierwszym zespołem w maszynie, rozpoczynającym proces okleinowania, jest zespół wstępnego frezowania z dwoma silnikami w osi pionowej, aktywowanymi pneumatycznie. Kolejny jest zespół okleinowania – wyposażony w opatentowany system hightmelt z głowicą nakładającą i oddzielnym zbiornikiem kleju – a następnie zespół piłek odcinających nadmiar obrzeża, zespół frezowania zgrubnego oraz zespół frezowania wykańczającego. Końcowe agregaty stanowią cyklina do resztek kleju, która usuwa pozostałości kleju na płaszczyźnie w kontakcie z obrzeżem, oraz zespół szczotek polerujących.
Jakość rozkroju
Proces obróbki płyt nie mógłby się odbyć oczywiście bez pilarki panelowej. I także w tym przypadku w Lupus Fabryka Mebli postawiono na rozwiązanie Biesse, kupując panelówkę Selco WNT 6. Jest to maszyna z jedną linią cięcia i z automatycznym załadunkiem z elektromechanicznego stołu załadowczego. Maks. długość cięcia wynosi 3800 mm, a maks. wysokość stosu – 630 mm. Przystosowana jest do obróbki płyt o wymiarze minimalnym 1830 x 915 mm i maksymalnym 3800 x 2200 mm. Silnik piły głównej ma moc 18,5 kW, a silnik piły podcinaka 2,2 kW.

Podstawę maszyny stanowi solidna stalowa rama podtrzymywana na masywnych suportach. Prowadnice, po których przemieszcza się wózek piły, są umieszczone na tej samej belce, zapewniając ich doskonałą równoległość i prostoliniowość. Idealne zrównoważenie wózka narzędziowego pił, uzyskane dzięki kształtowi podstawy, pozycji prowadnic i rolek, zapewnia całkowity brak wibracji pilarki i prosty ruch wózka.
Najwyższa jakość obrobionego produktu zostaje zapewniona dzięki stołowi powietrznemu maszyny do przenoszenia delikatnych materiałów. Pozwala to również na utrzymanie w stałej czystości części stołu bezpośrednio z boku piły. Wysunięcie głównej piły i otwarcie belki dociskowej są automatycznie regulowane przez układ sterowania numerycznego, w zależności od grubości pakietów do rozkroju, pozwalając uzyskać w ten sposób najwyższą jakość cięcia w każdych warunkach obróbki. Podnoszenie piły jest regulowane silnikiem bezszczotkowym oraz systemem recyrkulacyjnych śrub kulkowych. To rozwiązanie zapewnia precyzyjną i szybką regulację wysunięcia piły. Urządzenie zabezpieczające przed wyboczeniem piły sprawdza jej położenie i liczbę obrotów.
Dokładne i szybkie pozycjonowanie płyt zapewnia najwyższą precyzję cięcia, dzięki masywnemu wózkowi popychacza, napędzanemu silnikiem bezszczotkowym. Stół pod popychaczem wyposażony jest w nienapędzane rolki, w celu uniknięcia pozostawiania śladów na płytach o delikatnej powierzchni.
Potężne przednie zderzaki wyrównują pakiet płyt pod chwytaki popychacza. Wyrównanie płyt, również bardzo delikatnych lub/i elastycznych, z jednoczesną redukcją czasu cyklu do minimum, zapewnia zespół wyrównania bocznego zintegrowany z wózkiem piły. Niezależne i samopoziomujące chwytaki gwarantują mocne blokowanie płyt i pozwalają na zupełne wypchnięcie rozkrojonych pakietów poza linię cięcia, ułatwiając w ten sposób zarówno ich przemieszczanie, jak i rozładunek skrawków.
– Pilarki Selco wyposażone są w system Quick change, opatentowany przez firmę Biesse – podkreśla Marcin Nowacki. – To najszybsze i najbardziej ergonomiczne urządzenie, służące do wymiany pił bez użycia narzędzi. Szybka i dokładna konfiguracja narzędzi jest możliwa dzięki elektrycznej regulacji piły podcinającej poprzez urządzenie Digiset. System przewiduje zapamiętywanie i późniejsze przywoływanie pozycji wyrównywania zestawu pił. Opatentowany system jest w stanie w kilka sekund automatycznie wyrównać piłę podcinającą z nową piłą. Pozwala to na redukcję czasu przezbrajania, próbnych rozkrojów i możliwości błędu, z jednoczesnym wzrostem wydajności i redukcją kosztów ostrzenia.
Opatentowany przez Biesse jest także system Twin Pusher, zastosowany w tej pilarce. Składa się on z dwóch uzupełniających się popychaczy. Obecność dodatkowego docisku pozwala na niezależny rozkrój płyt o szerokości do 600 mm. Układ sterowania maszyny stanowi rozwiązanie OSI (Open Selco Interface), zapewniające w pełni automatyczne zarządzanie planami rozkroju i optymalizujące ruchy osi (wózek popychacza, wózek piły i zespół wyrównywania bocznego). Pozwala na właściwe wystawanie piły z rozcinanego pakietu i oblicza najwłaściwszą prędkość cięcia, w zależności od wysokości pakietu oraz od szerokości rozkroju. Przyczynia się też do uzyskiwania coraz lepszej jakości cięcia.
~ tekst i fot.: Katarzyna Orlikowska
















