






Firma Cehpol zaprezentuje na tegorocznej Dremie dwa modele okleiniarek CEHISA – najnowszy XPERT i Softforming 107-P. Pierwszy z nich miał swoją światową premierę na tegorocznych targach Ligna w Hanowerze.
Poznańska firma CEHPOL, która jest wyłącznym przedstawicielem w Polsce produkującej okleiniarki prostoliniowe hiszpańskiej CEHISY, zaprezentuje na tegorocznych targach Drema dwa modele – najnowszy XPERT i Softforming 107-P. Są to maszyny z dwóch, zupełnie innych serii, przeznaczone dla różnych segmentów rynku, ale mające wspólny mianownik. Są nim, zastosowane przy ich budowie, zaawansowane technicznie rozwiązania przekładające się na bardzo wysoką jakość obróbki.
Odpowiedź na konkretne zapotrzebowanie rynku
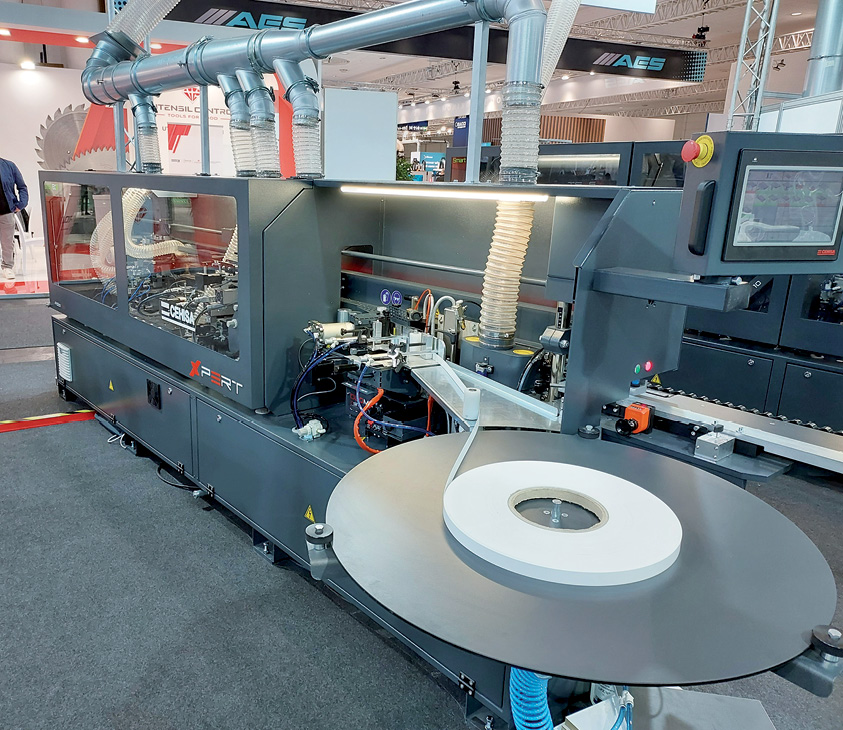
CEHISA XPERT miała swoją światową premierę na tegorocznych targach Ligna w Hanowerze. Na pozór maszyna ta niczym nie różni się od pozostałych okleiniarek znajdujących się w ofercie handlowej firmy. Wystarczy jednak podnieść drzwi klapowe, aby od razu zauważyć, że w tym przypadku Cehisa postawiła na pełną automatykę w kwestii pozycjonowania poszczególnych agregatów.
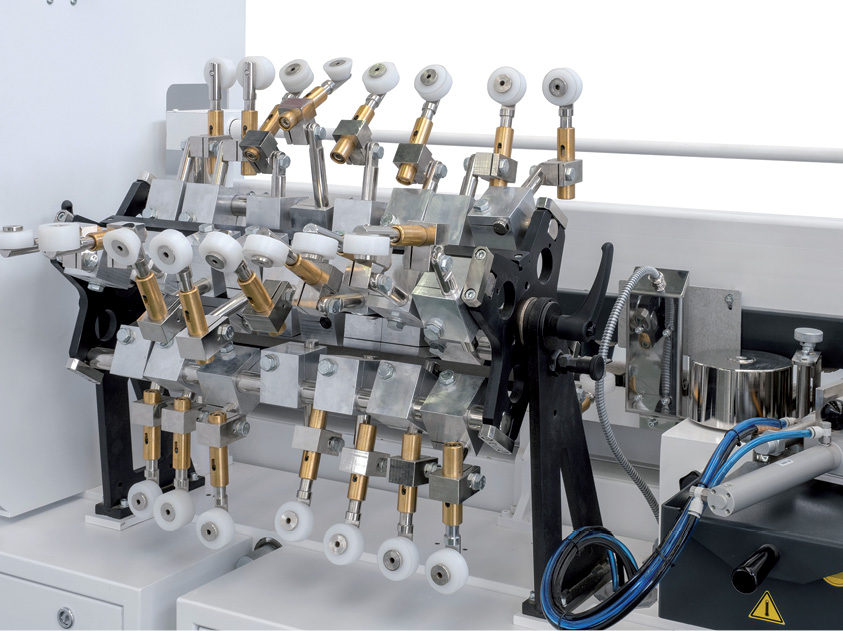
– Jest to kompletnie nowa maszyna, w której do sterowania wszystkimi agregatami zastosowano serwomotory odpowiedzialne za ich pozycjonowanie w dziesięciu osiach – powiedział Mateusz Olszewski, współwłaściciel firmy Cehpol. – Okleiniarkę XPERT można umiejscowić pomiędzy modelami COMPACT PLUS i Dynamic. Jedynym ręcznie pozycjonowanym elementem jest przykładnica na stole podawczym. Czynność ta jest niezwykle łatwa i prosta, i odbywa się to za pomocą pokrętła. Została także konstrukcja nośna, co gwarantuje precyzję nastaw.

Technologia C-motion, czyli system łatwego, szybkiego i przede wszystkim precyzyjnego ustawiania agregatów, jest odpowiedzią na konkretne zapotrzebowanie rynku. Jest to rozwiązanie, którego klienci obecnie oczekują, ponieważ produkcja jednostkowa lub krótkoseryjna oraz bardzo duża różnorodność obrzeży wymaga częstego przestawiania maszyny. XPERT pozwoli także skutecznie konkurować z, należącymi do tego segmentu rynku, okleiniarkami innych producentów, oferujących zmotoryzowany system pozycjonowania tylko niektórych jednostek obróbczych.
– Długość okleinarki XPERT to około 4,7 m, więc nie trzeba mieć dużej hali, aby uzyskać najwyższą, dostępną w tej chwili jakość – zauważył Mateusz Olszewski. – Prędkość posuwu jest stała i wynosi 11 m/min, co sprawia, że maszyna ta jest doskonale przystosowana do wymogów pracy każdego zakładu usługowego. W opcji jest możliwość zastosowania płynnej regulacji tego parametru w zakresie od 11 do 14 m/min. System transportu okleinowanych elementów bazuje na dolnym transporterze gąsienicowym i podwójnym rzędzie górnych rolek dociskowych.
Możliwość pracy ze wszystkimi rodzajami klejów
Standardowo maszyna wyposażona jest w osiem agregatów obróbczych. Idąc od początku, jako pierwszy zainstalowano agregat wstępnego frezowania krawędzi. Jest on zbudowany z dwóch wysokoobrotowych, przeciwbieżnie pracujących silników o mocy 1,1 i 0,8 kW. Są one uzbrojone w głowice diamentowe o wysokości 65 mm, a grubość frezowanej warstwy ustawiana jest przez jeden serwomotor.
Zaraz za nim znajduje się strefa okleinowania, gdzie umieszczono pokryty teflonem zbiornik kleju z funkcją czuwania, systemem szybkiej wymiany oraz rolkę nanoszącą i trzy rolki dociskowe. One również pozycjonowane są przez jeden serwomotor. Czas nagrzewania nie przekracza 10 min. XPERT przystosowana jest do doklejania obrzeża ABS, PVC, PP i oklein naturalnych o grubości od 0,4 do 3 mm oraz doklejek drewnianych do 5 mm, podawanych przez automatyczne urządzenie. W katalogu znaleźć można także stację typu „Duomelt”, przystosowaną do pracy z klejami typu EVA i PUR gdzie zmiana rodzaju stosowanego kleju odbywa się bez konieczności wymiany zbiornika. Co prawda zachodzi konieczność użycia środka czyszczącego, ale w połączeniu z programem, który sam dostosowuje czas pracy maszyny, możemy w ciągu 15 min przestawić się na inny rodzaj kleju, bez dodatkowych czynności manualnych.
Kolejną propozycją jest agregat Airflow, wykorzystujący gorące powietrze do aktywowania kleju na przyklejanym obrzeżu i gwarantujący uzyskanie niewidzialnej spoiny.
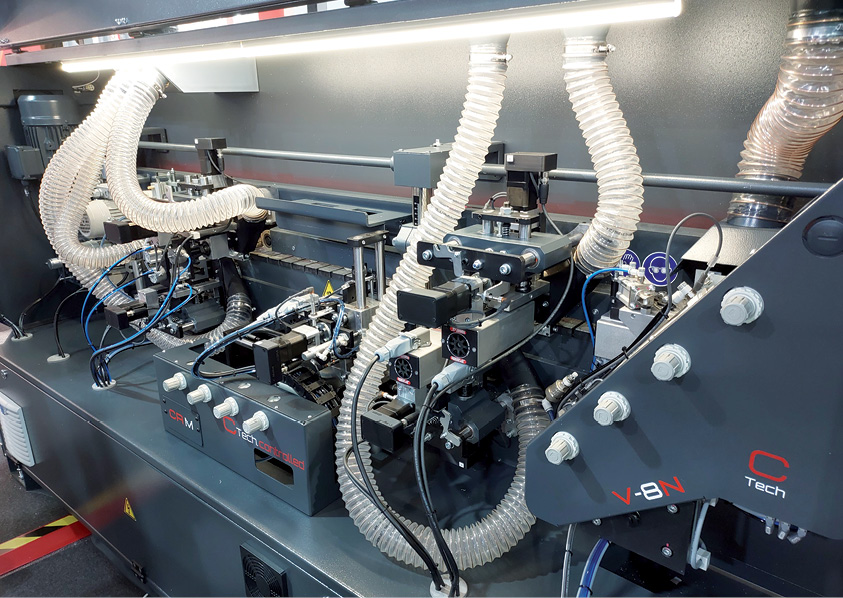
Ciekawym rozwiązaniem jest również system aplikacji kleju PUR metodą natrysku za pomocą jednostki wyposażonej w dyszę. Klej podawany jest ze specjalnej stacji przystosowanej do bezpiecznego jego przechowywania. Jest to niezwykle istotne w momencie, gdy kończymy pracę z klejem PUR i przechodzimy przykładowo na EVA. Stacja sprawdza się w przypadku realizowania zleceń jednostkowych lub też produkcji krótkich serii elementów. Za obcinanie nadmiaru długości obrzeża odpowiada agregat dwupiłkowy V-8N. Narzędzia zainstalowane zostały na dwóch silnikach o mocy 0,55 kW. Są to jednostki wysokiej częstotliwości, które pracują z prędkością 12 000 obr./min. Zespół zamontowany jest na precyzyjnych prowadnicach liniowych, a operacja obcinania przebiega w ruchu z wykorzystaniem siłowników pneumatycznych. Agregat wyposażony został również w pneumatyczny system pochylania piłek w zakresie od 0° do 10°.
Z kolei zespół do frezowania nadmiaru szerokości obrzeża CRM ustawiany jest przez cztery serwomotory – każde narzędzie sterowane jest w dwóch osiach. On również posiada dwa wysokoobrotowe silniki o mocy 0,55 kW, uzbrojone w multiprofilowe narzędzia i kopiały talerzowe. Są one pochylane w zakresie od 0° do 20°. Zastosowanie w przypadku agregatu CRM technologii C-motion sprawia, że bez problemu radzi on sobie z obróbką obrzeży wysokopołyskowych, które są wstępnie zabezpieczone przed uszkodzeniem.
Kolejna jednostka przeznaczona jest do zaokrąglania narożników płyt oklejonych obrzeżem ABS lub PVC o grubości 2 mm. Narzędzia napędzane są przez dwa silniki o mocy 0,27 kW, a proces pozycjonowania realizowany jest przez jeden serwomotor.
Z kolei cyklina promieniowa nie jest uzbrojona w multinarzędzie, ale w dwa różne, z pneumatycznym systemem zmiany, gwarantującym uzyskanie perfekcyjnej jakości obróbki. XPERT posiada także płaską cyklinę klejową oraz stację służącą do polerowania obrzeża po wcześniejszej obróbce mechanicznej. Maszynę można doposażyć w stacje natrysku płynów antyadhezyjnego i czyszczącego oraz w lampy infrared do wstępnego podgrzewania materiału.
– Maszyna posiada dziesięciocalowy wyświetlacz oraz nowy software przystosowany do sterowania serwomotorami – poinformował Mateusz Olszewski. – W opcji można ją wyposażyć w wyświetlacz piętnastocalowy. Posiada także czujnik wejścia elementu, który wpływa na wzrost wydajności pracy okleiniarki. Jeśli okleinowanie odbywa się z wykorzystaniem agregatu do zaokrąglania narożników, wówczas dystans pomiędzy elementami musi być większy. Natomiast jeśli nie korzystamy z tej jednostki, może on być mniejszy. Wspomniany czujnik w sposób automatyczny ustawia ten parametr, informując jednocześnie operatora za pomocą sygnalizacji świetlnej, kiedy może położyć na transporterze kolejny element. System ten całkowicie eliminuje jakiekolwiek czynności nastawcze ze strony operatora, co w przypadku braku wykwalifikowanych pracowników jest również pozytywnie odbierane przez rynek.
Nawet pięć silników do frezowania wstępnego
Jak nietrudno się domyślić, maszyny z serii Softforming pozwalają na doskonałe wykończenie krawędzi drzwi wewnętrznych i frontów meblowych wyfrezowanych na podchwyty i nachwyty. Pomimo tego, że technologię tę można uznać obecnie za niszową, to Cehisa jest w tej dziedzinie bardzo aktywna. Prezentowany na Dremie model CEHISA Softforming 107-P skonfigurowany jest pod kątem drzwi wewnętrznych. Wyodrębnić w nim można trzy strefy, z których dwie skrajne osłonięte są kabinami dźwiękochłonnymi. W pierwszej odbywa się obróbka profilowa – jeśli okleiniarka wyposażona jest w agregat frezowania wstępnego. Druga to strefa przyklejania obrzeża i docisku, natomiast w trzeciej zainstalowane są agregaty do obróbki wykańczającej.
Zarówno system transportu, jak i docisku górnego wygląda podobnie jak w tradycyjnych okleiniarkach. Bazuje on na, napędzanym motoreduktorem, transporterze płytkowym oraz rolkach zainstalowanych na pozycjonowanej w płaszczyźnie pionowej belce. W standardzie porusza się on ze stałą prędkością wynoszącą 11 m/min. W opcji istnieje możliwość zastosowania inwertera pozwalającego na płynną regulację tego parametru w zakresie od 9 do 11 m/min. Całość gwarantuje bardzo stabilne prowadzenie materiału wzdłuż wszystkich stacji obróbczych.
Standardowo maszyna przystosowana jest do oklejania płyt o grubości od 10 do 60 mm. Ich minimalna szerokość i długość wynosi odpowiednio 120 i 150 mm, a maksymalna uzależniona jest jedynie od wymiarów pomieszczenia, w którym pracuje okleiniarka. Z kolei stosowane obrzeża mogą mieć grubość od 0,4 do 0,8 mm, a ich maksymalna wysokość to 68 mm.
Klej nanoszony jest na obrzeże, a nie na płytę
Standardowo montowaną jednostką w obrębie frezowania wstępnego jest agregat PF-9. Jest on zbudowany z dwóch silników wysokiej częstotliwości o mocy 2,2 kW każdy, pracujących przeciwbieżnie. Pracują na nich frezy diamentowe, które odpowiedzialne są za wykonanie profilu na wąskiej płaszczyźnie elementu. W momencie, gdy zachodzi konieczność wykonania obróbki profilowej na płaszczyźnie szerokiej, wówczas maszynę trzeba wyposażyć w opcjonalny agregat lub agregaty PV-9. W praktyce są to również silniki wysokiej częstotliwości, ale o większej mocy, wynoszącej 5,1 kW, uzbrojone także we frezy diamentowe. Każdy silnik, zarówno w jednostce PF-9, jak i PV-9, pozycjonowany jest indywidualnie w dwóch płaszczyznach. Odbywa się to ręcznie, za pomocą tradycyjnych mechanizmów śrubowych. Parametry nastaw widoczne są na indykatorach analogowych. Silniki pracują z prędkością obrotową wynoszącą 12 000 obr./min, a frezy wyposażone są w osłony podłączone do centralnego systemu odwiórowania.
„Na wejściu” do strefy obróbczej zamontować można opcjonalne urządzenie – przykładnicę służącą do precyzyjnego pozycjonowania przeznaczonego do obróbki elementu.

W okleiniarkach z serii Softforming klej nanoszony jest na obrzeże, a nie na płytę. Jest to jedyne skuteczne rozwiązanie w przypadku profilowanych krawędzi. Gwarantuje przy tym stuprocentową jakość klejenia na całej wysokości. Klej nanoszony jest za pomocą rolki. W standardzie montowany jest agregat M5 z gilotyną obcinającą obrzeże z nadmiarem długości. Jest on przystosowany do klejów typu EVA. Z kolei opcjonalny agregat M22 posiada dwa pojemniki z systemem pneumatycznego czyszczenia oraz urządzenie do wstępnego topienia o pojemności 1 kg. W ściśle określonych odstępach czasu miesza ono także klej, zapobiegając w ten sposób jego degradacji. M22 przystosowany jest do aplikacji klejów: EVA, PUR i PO. W pakiecie wyposażenia opcjonalnego dostępne jest także urządzenie do topienia wstępnego z większym zbiornikiem o pojemności 2 kg.
Obrzeże podawane jest z rolki, a system ten zbudowany jest dokładnie tak samo jak w klasycznych okleiniarkach. Istnieje także możliwość uzbrojenia maszyny w podajnik podwójny, pozwalający na załadowanie dwóch różnych obrzeży z funkcją przełączania. Urządzenie to pozwala na wyeliminowanie czasów związanych z przezbrajaniem okleiniarki, co rzutuje na jej wydajność. W strefie tej można również zainstalować jednostki opcjonalne, jak na przykład system spryskiwania płynem antyadhezyjnym czy promiennik podczerwieni. Ten ostatni podgrzewa obrzeże, przez co zmniejsza jego wilgotność i utrzymuje temperaturę kleju na optymalnym poziomie, poprawiając w ten sposób przyczepność.
Kompletne wykończenie krawędzi płyty
Jednostka odpowiedzialna za docisk obrzeża do płyty dostępna jest w dwóch wariantach. Pierwszy to proste rozwiązanie, składające się z szeregu ustawianych pod kątem rolek, zainstalowanych na stałej belce. Proste w konstrukcji i skuteczne, jednak w przypadku zmiany profilu wymaga sporo czasu na czynności regulacyjne. Innym pomysłem jest obrotowy bęben z czterema zestawami rolek przystosowanych do różnych profili. Jest to urządzenie napędzane serwomotorem, a jego obrót aktywowany jest z pozycji pulpitu sterującego. W strefie tej zamontować można także opcjonalny promiennik podczerwieni, powodujący reaktywację kleju po połączeniu obrzeża z płytą. Uzyskujemy w ten sposób lepszą adhezję, a co za tym idzie jakość wykończenia.
W strefie obróbki wykańczającej jako pierwszy zamontowany został agregat V-8L, służący do obcinania nadmiaru długości przyklejonego obrzeża. Składa się on z dwóch silników wysokiej częstotliwości o mocy 0,55 kW, zamontowanych przesuwnie na specjalnych wózkach. Jeden z nich obcina obrzeże z przodu, a drugi z tyłu elementu. Wózek na łożyskach liniowych przesuwa się na szlifowanych i hartowanych prowadnicach cylindrycznych, co gwarantuje płynność ruchu. Agregat uzbrojony jest w piłki tarczowe, które dla lepszego wykończenia krawędzi można pochylać pod kątem od 0° do 10°.
Natomiast obcinanie nadmiaru szerokości odbywa się z wykorzystaniem jednostki L8-AF. On również zbudowany jest z dwóch takich samych jak wyżej silników, z tym że zakres ich pochylania jest większy i wynosi od 0° do 20°. Agregat wyposażony jest w pionowe i poziome kopiały ze wskaźnikami nastaw, co ułatwia regulację. Silniki uzbrojone są w głowice frezujące o średnicy 70 mm z czterema wymiennymi nożykami.
Kolejną, opcjonalną stacją, w jaką można wyposażyć okleiniarki z serii Softforming, jest agregat do zaokrąglania naroży CR-4. Zaprojektowany on został, aby zaokrąglić dwa rogi wykończonej obrzeżem PVC/ABS krawędzi płyty i uzyskać kompletne wykończenie. Jednostka napędzana jest dwoma silnikami wysokiej częstotliwości o mocy 0,27 kW i wyposażona w pionowe i poziome urządzenia kopiujące. Kopiał pionowy wyposażony jest w podwójną niezależną regulację zapewniającą perfekcyjną obróbkę płyty.
Kontrola nad wszystkimi funkcjami maszyny
W opcji zamontować można także cyklinę promieniową RB-8, która daje ostateczne wykończenie promienia krawędzi zaokleinowanych obrzeżem PVC/ABS po wcześniej wykonanej operacji frezowania nadmiaru szerokości. Urządzenie wyposażono w dwa ostrza promieniowe, regulowane ręcznie kopiały – poziomy i pionowy ze wskaźnikami nastawy. System odpylania z dwoma króćcami i łatwym do opróżniania zbiornikiem pomaga utrzymać czystość w strefie pracy.
Kolejna opcjonalna jednostka to płaska cyklina klejowa RC-12, składająca się z dwóch prostych noży z niezależnie regulowanym kopiałem pionowym. Jest ona odpowiedzialna za usuwanie nadmiaru kleju wyciśniętego w procesie klejenia przez rolki dociskowe. W strefie jej pracy zainstalowano także nadmuch sprężonego powietrza oraz odciąg. W katalogu znaleźć można także polerkę PC-9 z bawełnianymi szczotkami, która zbudowana jest z dwóch niezależnych i pochylanych silników o mocy 0,37 kW. Przeznaczona jest ona do usuwania resztek kleju oraz przywracania koloru i polerowania obrzeża po obróbce mechanicznej. W strefie tej zamontować można również system natrysku płynu czyszczącego.
Okleiniarki z serii Softforming wyposażone są w niewielki obrotowy panel sterowania z wyświetlaczem cyfrowym i wyłącznikiem bezpieczeństwa. W połączeniu ze sterownikiem PLC daje on szybki dostęp i kontrolę nad wszystkimi funkcjami maszyny. Umożliwia on: załączanie każdego agregatu z osobna, edycję programów, sprawdzanie i edycję parametrów obróbki. Wyświetla też alarmy i informacje diagnostyczne w czasie rzeczywistym. Duża pamięć umożliwia zapisanie wielu różnych programów obróbczych i innych danych.
~Tomasz Bogacki
















